|
’™“™£∫‘⁄Æa∆∑÷∆‘Ïþ^≥Ã÷–£¨π§–Ú «±£◊CÆa∆∑Ÿ|¡øµƒ◊Óª˘±æ≠hπù°£
π§–ڃС¶∑÷Œˆ
«Ÿ|¡øπп̵ƒ“ªÌó÷ÿ“™µƒºº–gª˘µAπ§◊˜°£À¸”–÷˙”⁄’∆Œ’∏˜µ¿π§–ÚµƒŸ|¡ø±£◊CƒÐ¡¶£¨ûÈÆa∆∑‘O”ã°¢π§Àá°¢π§—b‘O”ã°¢‘OljµƒæS–Þ°¢’{’˚°¢∏¸–¬°¢∏ƒ‘Ï÷π©±ÿ“™µƒŸY¡œ∫Õ“¿ì˛°£
1) þ^≥ÃС¶
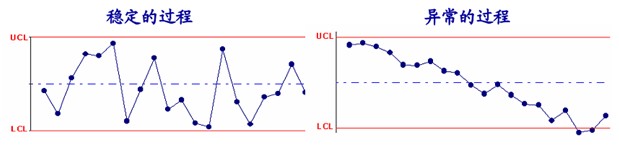
«÷∏þ^≥Ó™Àÿ“—ΩõòÀú ªØ£¨º¥‘⁄ ÐøÿÝÓëBœ¬åç¨Fþ^≥ÃøòÀµƒƒÐ¡¶°£ ÐøÿÝÓëB «£∫
•
嶜ۥ_∂®£®Æa∆∑°¢Ìóƒø£©£ª
•
∑Ω∑®¥_∂®£®◊˜òI∑Ω∑®£©£ª
•
÷∂Œ¥_∂®£®”≤º˛°¢»ÀÜT°¢≠hæ≥£©£ª
•
àˆÀ˘¥_∂®£ª
•
ïrÈg¥_∂®°£
2) þ^≥Ã◊ÉÆ굃“ÚÀÿ£®5M1E£©
•
»À£®Man£©
•
ôC (Machine)
•
¡œ (Material)
•
∑® (Methad)
•
úy (Measure)
•
≠h (Environment)
3) þ^≥Ã◊ÉÆêÓêÑe
õ]”–É…º˛Æa∆∑ªÚÃÿ–‘ «ÕÍ»´œýÕ¨µƒ£¨“ÚûÈ»Œ∫Œþ^≥Ã∂º”–¥Ê‘⁄‘S∂ý◊É≤Óµƒ‘≠“Ú°£Æa∆∑Ègµƒ≤Óæý“≤‘S∫Ð¥Û£¨“≤‘S–°µ√üo∑®úy¡ø£¨µ´þ@–©≤ÓæýøÇ «¥Ê‘⁄µƒ°£Œª”⁄“é∂®µƒπ´≤Óµƒ∑∂á˙µƒ¡„º˛ «ø…Ω” еƒ£¨≥¨≥ˆ“é∂®π´≤Ó∑∂á˙÷ÆÕ‚µƒ¡„º˛ «≤ªø…Ω” еƒ£ª»ª∂¯£¨‘⁄πп̻Œ∫Œ“ªÇÄþ^≥Ãúp…Ÿ◊É≤Óïr£¨∂º±ÿÌö◊∑æø‘Ï≥…◊É≤Óµƒ‘≠“Ú£¨ ◊œ» «Ö^∑÷∆’Õ®‘≠“Ú∫ÕÃÿ ‚‘≠“Ú°£
°Ò ’˝≥£◊ÉÆ꣮≈º»ª“ÚÀÿ◊ÉÆêªÚ∆’Õ®‘≠“Ú◊ÉÆ꣩
a)≤ªø…±Ð√‚µƒ‘≠“Ú£¨ «åŸ”⁄øÿ÷∆ÝÓëBœ¬µƒ◊ÉÆ꣨þ@∑N‘≠“Úå¶þ^≥ÃÌë≥Ã∂»∫Ж°£¨≤ª÷µµ√’{≤È°¢≤ª÷µµ√∏ƒ…∆£¨»Áπ˚“™»•∏ƒ…∆£¨≥…±æ∫Ð∏þ£ª
b)’˝≥£≤®Ñ”∑˛èƒΩy”ã“鬅£ª
c)≈º»ª–‘“ÚÀÿ“˝∆µƒ≤ÓÆêûÈÎSôC’`≤Ó°£
°Ò Æê≥£◊ÉÆ꣮œµΩy“ÚÀÿ◊ÉÆêªÚÃÿ ‚‘≠“Ú◊ÉÆ꣩
a)ø…±Ð√‚µƒ£¨åŸ»ÀûÈ“ÚÀÿ‘Ï≥…£¨±ÿÌöèÿµ◊◊∑≤È‘≠“Ú≤…»°¥Î ©£¨þ@∑N‘≠“Úå¶þ^≥Ô∞Ìë∫Ð¥Û£¨ï˛‘Ï≥…∫Ð¥Ûµƒìp ߣ®»Á π”√ ß–ßµƒÉx∆˜úy¡ø£¨úy¡øµƒ∑Ω∑®≤ªå¶ªÚ π”√Œ¥Ωõ≈ý”ñµƒ»ÀÜTúy¡øµ»£ª
b)Æê≥£≤®Ñ”õ]”–Ωy”ã“鬅£ª
c)œµΩy–‘“ÚÀÿ“˝∆µƒ≤ÓÆêûÈólº˛’`≤Ó°£
4£©þ^≥ÃС¶£®π§–ڃС¶£©÷∏îµ
«÷∏þ^≥ÃС¶≈cþ^≥ÃøòÀœý±»ð^µƒ∂®¡ø√Ë ˆµƒîµ÷µ£¨º¥±Ì æþ^≥ÃùM◊„Æa∆∑Ÿ|¡øòÀú £®Æa∆∑°¢“é∏Ò°¢π´≤Ó£©µƒ≥Ã∂»°£“ª∞„“‘CpªÚ
Cpk
±Ì æ°£
•
Cpþm”√”⁄Ÿ|¡øòÀú “é∏Òµƒ÷––ƒ÷µ≈cåçúyîµì˛µƒ∑÷≤º÷––ƒ÷µ“ª÷¬º¥üo∆´Îxµƒ«Èõrœ¬£ª
•
∂¯Cpkþm”√”⁄Ÿ|¡øòÀú “é∏Òµƒ÷––ƒ÷µ≈cåçúyîµì˛µƒ∑÷≤º÷––ƒ≤ª“ª÷¬£¨º¥”–∆´Îxµƒ«Èõrœ¬°£
•
π§–ڃС¶≈c…˙ÆaƒÐ¡¶”–÷¯±æŸ|µƒÖ^Ñe£¨π§–ڃС¶ «÷∏Ÿ|¡ø…œÀ˘ƒÐþ_µΩµƒ≥Ã∂»£¨∂¯…˙ÆaƒÐ¡¶ «÷∏ø…œÀ˘ƒÐþ_µΩµƒ≥Ã∂»£¨“ªÇÄ÷∏Ÿ|¡ø£¨“ªÇÄ÷∏ø°£
•
Æîþ^≥ÃÃé”⁄∑Ä∂®ÝÓëB£®…˙Æa“™ÀÿÃé”⁄¿ÌœÎÝÓëB£©ïr£¨Æa∆∑µƒ”ã¡øŸ|¡øÃÿ–‘÷µ”–99.37%¬‰‘⁄ µ °¿ 3¶ƒ£®Œ˜∏Ҩ∑∂á˙É»°£
þ^≥ÃС¶÷∏îµCPK√‚ŸMœ¬ðdµÿ÷∑£∫
http://m.ehtek-v.com/QC/CPK.html
|
