|
ı¬Ê¬ú║▀^│╠─▄┴ªÊ▓ÀQ
╣ñð‗─▄┴ª
ú¼╩ÃÍ©▀^│╠╝Ë╣ñÀ¢├µØMÎÒ╝Ë╣ñ┘|(zh¿¼)┴┐Á──▄┴ªú¼╦³╩Ã║Ô┴┐▀^│╠╝Ë╣ñâ╚(n¿¿i)È┌Ê╗Í┬ðÈÁ─ú¼Î¯ÀÇ(w¿ºn)æB(t¿ñi)¤┬Á─ίðí▓¿äË(d¿░ng)íú
▀^│╠─▄┴ª©┼╩÷
▀^│╠─▄┴ªÊ▓ÀQ╣ñð‗─▄┴ªú¼╩ÃÍ©▀^│╠╝Ë╣ñÀ¢├µØMÎÒ╝Ë╣ñ┘|(zh¿¼)┴┐Á──▄┴ªú¼╦³╩Ã║Ô┴┐▀^│╠╝Ë╣ñâ╚(n¿¿i)È┌Ê╗Í┬ðÈÁ─ú¼Î¯ÀÇ(w¿ºn)æB(t¿ñi)¤┬Á─ίðí▓¿äË(d¿░ng)íú«ö(d¿íng)▀^│╠╠ÄË┌ÀÇ(w¿ºn)æB(t¿ñi)òr(sh¿¬)ú¼«a(ch¿ún)ãÀÁ─┘|(zh¿¼)┴┐╠ÏðÈÍÁËð99.73%╔ó▓╝È┌à^(q¿▒)Úg[ª╠-3ªÊú¼ª╠+3ªÊ]ú¼ú¿ãõÍðª╠×Ú«a(ch¿ún)ãÀ╠ÏðÈÍÁÁ─┐é¾w¥¨ÍÁú¼ªÊ×Ú«a(ch¿ún)ãÀ╠ÏðÈÍÁ┐é¾wÿ╦(bi¿ío)£╩(zh¿│n)▓¯ú®Ê▓╝┤ÄÎ║§╚½▓┐«a(ch¿ún)ãÀ╠ÏðÈÍÁÂ╝┬õÈ┌6ªÊÁ─ÀÂç·â╚(n¿¿i)®rÊ‗┤╦ú¼═¿│úË├6ªÊ▒Ý╩¥▀^│╠─▄┴ªú¼╦³Á─ÍÁÈ¢ðíÈ¢║├íú
▀^│╠─▄┴ªÍ©öÁ(sh¿┤)CpÁ─¿┴x╝░Ëï(j¿¼)╦Ò
▀^│╠─▄┴ªÍ©öÁ(sh¿┤)Cp╩Ã▒Ýı¸▀^│╠╣╠ËðÁ─▓¿äË(d¿░ng)á¯æB(t¿ñi)ú¼╝┤╝╝ûX╦«ã¢íú╦³╩ÃÈ┌▀^│╠Á─㢥¨ÍÁª╠┼c─┐ÿ╦(bi¿ío)ÍÁMÍÏ║¤Á─ÃÚð╬ú¼╚þ¤┬êD╦¨╩¥ú║
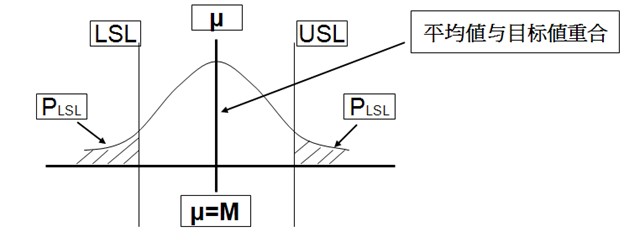
▀^│╠╠ÄË┌¢y(t¿»ng)Ëï(j¿¼)┐ÏÍãá¯æB(t¿ñi)òr(sh¿¬)ú¼▀^│╠─▄┴ªÍ©öÁ(sh¿┤)Cp┐╔Ë├¤┬╩¢▒Ý╩¥ú║
Cp = (USL-LSL)/6ªÊ
°ÊÄ(gu¿®)©±Íðð─×ÚM=(USL+LSL)/2ú¼Ê‗┤╦ªÊÈ¢ðíú¼▀^│╠─▄┴ªÍ©öÁ(sh¿┤)È¢┤¾ú¼▒Ý├¸╝Ë╣ñ┘|(zh¿¼)┴┐È¢©▀ú¼Á½▀@òr(sh¿¬)îª(du¿¼)ÈO(sh¿¿)éõ╝░▓┘θ╚╦åTÁ─ʬþÊ▓©▀ú¼╝Ë╣ñ│╔▒¥È¢┤¾ú¼╦¨ÊÈîª(du¿¼)CpÍÁÁ─▀xô±æ¬(y¿®ng)Èô©¨ô■(j¿┤)╝╝ûX┼c¢ø(j¿®ng)Ø·(j¿¼)Á─¥C║¤ÀÍ╬÷üÝøQ¿íúÊ╗░Òʬþ▀^│╠─▄┴ªÍ©öÁ(sh¿┤)Cp¿R1ú¼Á½©¨ô■(j¿┤)6Sigma▀^│╠─▄┴ªÊ¬Ã¾Cp ¿R2ú¼╝┤È┌Â╠ã┌â╚(n¿¿i)Á─▀^│╠─▄┴ªÍ©öÁ(sh¿┤)Cp ¿R2íú
└²ú║─│▄ç┤▓╝Ë╣ñ¦SÁ─ÊÄ(gu¿®)©±×Ú50í└0.01mmú¼È┌─│Â╬òr(sh¿¬)Úgâ╚(n¿¿i)£y(c¿¿)Á├ªÊ =0.0025ú¼Ã¾▄ç┤▓╝Ë╣ñÁ─▀^│╠─▄┴ªÍ©öÁ(sh¿┤)íú
Cp = (USL-LSL)/6ªÊ
=0.02/ (6*0.0025)
=1.33
▀^│╠─▄┴ªÍ©öÁ(sh¿┤)CpkÁ─¿┴x╝░Ëï(j¿¼)╦Ò
╔¤├µ╬ÊéâËæıô┴╦Cpú¼╝┤▀^│╠¦ö│÷Á─㢥¨ÍÁ┼c─┐ÿ╦(bi¿ío)ÍÁÍÏ║¤Á─ÃÚð╬ú¼╩┬îì(sh¿¬)╔¤─┐ÿ╦(bi¿ío)ÍÁ┼c㢥¨ÍÁÍÏ║¤ÃÚð╬¦^×Ú╔┘Êèú╗Ê‗┤╦ú¼Ê²▀M(j¿¼n)Ê╗éÇ(g¿¿)ã½ÊãÂ╚KÁ─©┼╩÷ú¼╝┤▀^│╠㢥¨ÍÁª╠┼c─┐ÿ╦(bi¿ío)ÍÁMÁ─ã½Ùx▀^│╠ú¼╚þ¤┬êD╦¨╩¥ú║
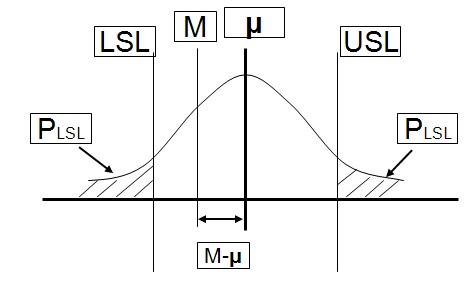
K=|M-ª╠|/(T/2) = 2|M-ª╠|/T (ãõÍðT=USL-LSL)
Cpk= (1-K)*Cp= (1-2|M-ª╠|/T)*T/6ªÊ
=T/6ªÊ-|M-ª╠|/3ªÊ
Å─╣½╩¢┐╔ͬú║
Cpk=Cp-|M-ª╠|/3ªÊú¼╝┤Cp-Cpk=|M-ª╠|/3ªÊ
▒M┴┐╩╣Cp=Cpkú¼|M-ª╠|/3ªÊ╩Ã╬ÊéâÁ─©─╔ãÖC(j¿®)ò■(hu¿¼)íú
└²ú║─│▄ç┤▓╝Ë╣ñ¦SÁ─ÊÄ(gu¿®)©±×Ú50í└0.01mmú¼È┌─│Â╬òr(sh¿¬)Úgâ╚(n¿¿i)£y(c¿¿)Á├㢥¨ÍÁª╠=49.995ú¼ªÊ=0.0025ú¼Ã¾▄ç┤▓╝Ë╣ñÁ─▀^│╠─▄┴ªÍ©öÁ(sh¿┤)íú
Cpk =T/6ªÊ- |M-ª╠|/3ªÊ
=0.02/ (6*0.0025)-|50-49.995|/ (3*0.0025)
=1.33-0.667
=0.676
ÊÈ╔¤¢Ú¢B┴╦Ca┼cCpkÁ─Ëï(j¿¼)╦Ò╣½╩¢Á╚â╚(n¿¿i)╚¦ú¼È┌▀@Ê▓═ã╦]Ê╗┐¯╣ñð‗─▄┴ª
CPK
Ëï(j¿¼)╦Ò╣ñ¥▀¢o┤¾╝Êú¿├Ô┘M(f¿¿i)Á─ú®ú¼À¢▒Ò┤¾╝Êã¢òr(sh¿¬)È┌Î÷▀^│╠─▄┴ªÍ©öÁ(sh¿┤)ÀÍ╬÷òr(sh¿¬)Ë├ú║
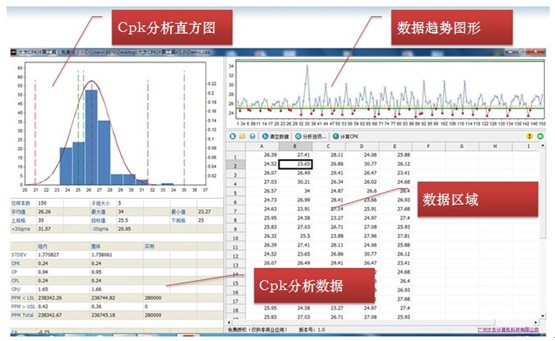
▀^│╠─▄┴ªÍ©öÁ(sh¿┤)CPK├Ô┘M(f¿¿i)¤┬¦dÁÏÍÀú║
http://m.ehtek-v.com/QC/CPK.html
|