CPK工序過程能力分析應用案例 |
 |
過程變異是單個測量或產品生產流程中不可避免的差異。進行過程能力分析,實質上就是通過系統(tǒng)地分析和研究來評定過程能力與指定需求的一致性。下面我們主要將舉例幾個過程能力分析CPK的應用,來讓大家對過程能力分析有進一步的了解。
為什么要進行能力分析?
之所以要進行過程能力分析,有兩個主要原因:
•我們需要知道過程度量所能夠提供的基線在數(shù)量上的受控性;
•由于我們的度量計劃還相當“不成熟”,因此需要對過程度量基線進行評估,來決定是否對其進行改動以反映過程能力的改進情況。根據(jù)過程能力的數(shù)量指標,我們可以相應地放寬或縮小基線的控制條件。
工序過程能力分析
工序過程能力指該工序過程在5M1E正常的狀態(tài)下,能穩(wěn)定地生產合格品的實際加工能力。過程能力取決于機器設備、材料、工藝、工藝裝備的精度、工人的工作質量以及其他技術條件。過程能力指數(shù)用Cp 、Cpk表示。
案例一:某公司某工序的關鍵指標?——拉力參數(shù)的控制圖如下,我們進行如下過程能力的分析:Cpk= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
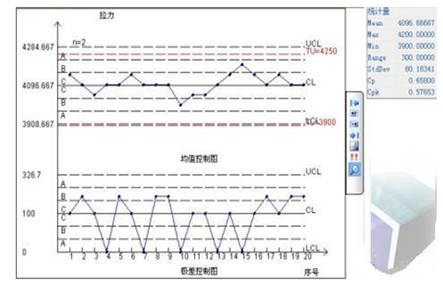
從上面的控制圖可以看出:
•其中:Cp值為0.658,Cpk值為0.57653,工序能力不足。
•判斷:20個樣本中我們可以看出點的隨機波動幅度較大,根據(jù)其關鍵特性程度為重要質量特性,可以判斷該工序過程風險較高。
•分析:根據(jù)過程能力與不合格率之間的對應關系,我們可以得出該工序過程的不合格率為4.56%。
•結論:應該停止生產,查明工序過程中的系統(tǒng)因素,采取糾正措施,進行技術改造和工藝改進,以提高過程能力。
案例二:某公司某工序的關鍵指標——外徑參數(shù)控制圖如下,我們進行如下過程能力的分析
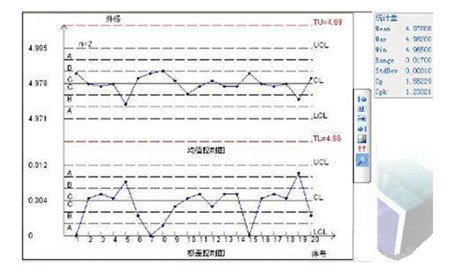
從上面的控制圖可以看出:
•其中:CP值為1.55229 ,CPK值為1.23321,工序能力尚可。
•判斷:我們可以看出,在20個樣本中點的隨機波動均衡,根據(jù)其關鍵特性程度為關鍵質量特性,過程風險為中等。
•分析:根據(jù)過程能力與不合格率之間的對應關系,我們可以得出該工序過程的不合格率為0.025%。
•結論:強化質量檢驗,增加檢驗頻次及反饋質量信息,分析離散程度和原因,采取糾正和預防措施,提高工序過程能力。
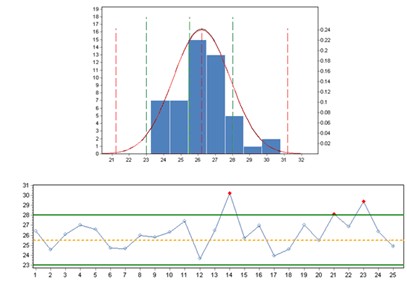
案例三:某公司某工序的關鍵指標——外徑參數(shù)控制圖如下,我們進行如下過程能力的分析:
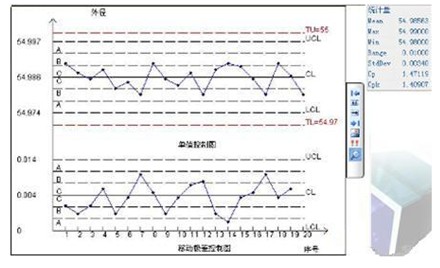
從上面的控制圖可以看出:
•其中:CP值為1.47119,CPK值為1.40907,工序能力充足。
•判斷:我們可以看出,在20個樣本中點的隨機波動均衡,根據(jù)其關鍵特性程度為重要質量特性,過程能力處于理想狀態(tài)。
•分析:根據(jù)過程能力與不合格率之間的對應關系我們可以得出該工序過程的不合格率為0.001%。
•結論:對過程現(xiàn)狀實施標準化作業(yè),應用控制圖或其它手段對過程繼續(xù)進行監(jiān)控。
以上舉例說明了CPK過程能力分析是如何應用于工序過程控制的,在這也介紹一款CPK計算工具給大家(免費的),方便大家平時在做CPK計算分析時用:
CPK免費下載地址:http://m.ehtek-v.com/QC/CPK.html | 

