- SPC應用與交流中心|
- SPC云服務|
- QCData產品網站|
- 名編輯電子雜志大師|
-
全國總機:400-100-8648
廣州熱線:020-85530201
摘要:
什么是控制圖?
控制圖是對過程質量加以測定、記錄從而進行控制管理的一種用科學方法設計的圖。
控制圖的應用

控制圖中包括三條線
1.控制上限(UCL)
2.中心線(CL)
3.控制下限(LCL)

控制圖的種類
數據:是能夠客觀地反映事實的資料和數字數據的質量特性值分為:
計量值
可以用量具、儀表等進行測量而得出的連續性數值,可以出現小數。
計數值
不能用量具、儀表來度量的非連續性的正整數值
計量型數據的控制圖
Xbar-R圖(均值-極差圖)
Xbar-S圖(均值-標準差圖)
X-MR圖(單值-移動極差圖)
X-R(中位數圖)
計數型數據的控制圖
P圖(不合格品率圖)
np圖(不合格品數圖)
c圖(不合格數圖)
u圖(單位產品不合格數圖)
控制圖的判異
控制圖可以區分出普遍原因變差和特殊原因變差
1.特殊原因變差要求立即采取措施
2.減少普遍原因變差需要改變產品或過程的設計
錯誤的措施
1.試圖通過持續調整過程參數來固定住普通原因變差,稱為過渡調整,結果會導致更大的過程變差造成客戶滿意度下降
2.試圖通過改變設計來減少特殊原因變差可能解決不了問題,會造成時間和金錢的浪費
控制圖可以給我們提供出出現了哪種類型的變差的線索,供我們采取相應的措施。
控制圖上的信號解釋
有很多信號規則適用于所有的控制圖(Xbar圖和R圖),主要最常見的有以下幾種:
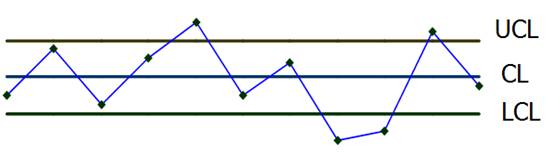
規則1:超出控制線的點
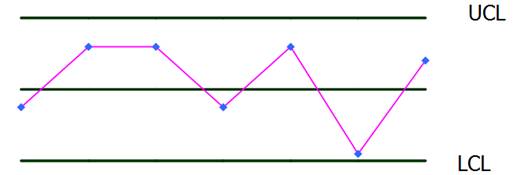
規則2:連續7點在中心線一側

規則3:連續7點上升或下降

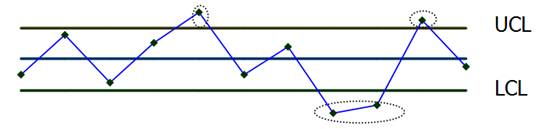
規則4:多于2/3的點落在圖中1/3以外
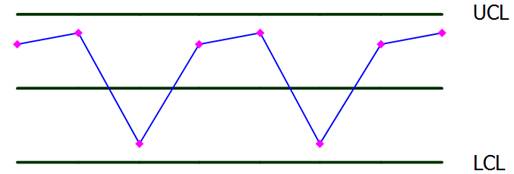
規則5:呈有規律變化
SPC控制圖建立的步驟
1.選擇質量特性
2.決定管制圖之種類
3.決定樣本大小,抽樣頻率和抽樣方式
4.收集數據
5.計算管制參數(上,下管制界線等)
6.持續收集數據,利用管制圖監視制程
SPC控制圖選擇的方法
1.X-R控制圖
用于控制對象為長度、重量、強度、純度、時間、收率和生產量等計量值的場合。X控制圖主要用于觀察正態分布的均值的變化,R控制圖主要用于觀察正態分布分散或變異情況的變化,而X-R控制圖則將二者聯合運用,用于觀察正態分布的變化。
2.X-s控制圖
與X-R圖相似,只是用標準差(s)圖代替極差(R)圖而已
3.Me-R控制圖
與X-R圖也很相似,只是用中位數(Me)圖代替均值(X)
4.X-Rs控制圖
多用于對每一個產品都進行檢驗,采用自動化檢查和測量的場合
5.p控制圖
用于控制對象為不合格品率或合格品率等計數質量指標的場合,使用p圖時應選擇重要的檢查項目作為判斷不合格品的依據;它用于控制不合格品率、交貨延遲率、缺勤率、差錯率等
6.np控制圖
用于控制對象為不合格品數的場合。設n為樣本,p為不合格品率,則np為不合格品數
7.c控制圖
用于控制一部機器,一個部件,一定長度,一定面積或任何一定的單位中所出現的不合格數目。焊接不良數/誤記數/錯誤數/疵點/故障次數
8.u控制圖
當上述一定的單位,也即n保持不變時可以應用c控制圖,而當n有變化時則應換算為平均每項單位的不合格數后再使用u控制圖。
另:SPC軟件免費下載:http://m.ehtek-v.com/Download/Try.html

我們不單提供專業的軟件與服務,我們同時也為客戶系統的運行提供理論與經驗支持,分享我們在質量管理領域的相關經驗與知識!